
POLYSOUDE Smart Welding Station
- leistungsstark
- präzise
- ergonomisch
- modern & zukunftssicher
abgestimmt auf den jeweiligen Anwendungsbereich
Eine Stromquelle zum Orbitalschweißen ist so aufgebaut, dass sie die notwendigen Funktionen optimal zur Verfügung stellen kann:
- Durch einen oder zwei Inverterbausteine werden der Schweißstrom und, im Falle des WIG-Heißdrahtschweißens, der Strom zum Aufheizen des Zusatzwerkstoffes bereit gestellt. Inverterstromquellen entsprechen dem aktuellen Stand der Technik, sie werden nur durch die einzigartige Charakteristik der POLYSOUDE Transistorstromquellen des Typs PC-TR übertroffen.
- Eine mikroprozessorbasierte, programmierbare Steuereinheit sorgt dafür, dass der festgelegte Ablauf der Schweißzyklen exakt eingehalten wird.
- Durch ein integriertes oder externes Schweißdatenerfassungssystem werden Rückverfolgbarkeit und Qualitätssicherung unterstützt.
P3-UHP
Die kleine, leichte (17 kg) und kompakte Smart Welding Station für höchste Ansprüche. Präzise Einstellung der Stromstärke in 1/10 Ampere-Schritte.

P4-4
Flexibel, tragbare Smart Welding Station mit 4-Achsen-Steuerung.
Mit Zusatzdrahtsteuerung und integriertem Wasserkühlkreislauf.
Benutzerfreundliche Programmierung mittels Wireless Touchscreen.

P6-4 / P6 HW
Smart Welding Station mit
6-Achsen-Steuerung für Lichtbogen-Höhensteuerung (AVC)
und Pendelbewegung (OSC).
Die Leistungsstarke (300A) ist auch als
Heissdrahtversion erhältlich.

PC -2
Einzigartig - Die Königsklasse zum Orbital- und automatisierten Schweißen
Frei programmierbare Software POWin mittels PC-Notebook.
550A Leistung
Komplette Kontrolle des Schweissprozesses mit optionaler Verknüpfung durch OPC-UA Schnittstelle mit Feldbus-Systeme wie EtherCAT oder PROFINET.

Geschlossene Schweisszangen MW

Anlauffarbenfreie Schweissverbindungen dünnwandiger Rohre auch im Reinraumbereich
Bei den geschlossenen Schweisszangen findet der gesamte Fügeprozess in einer mit Schutzgas gefluteten Kammer statt. Die so erzeugten Rohrverbindungen genügen selbst aller höchsten Qualitätsanforderungen. Geschlossene Schweisszangen werden zum Stumpfschweissen von dünnwandigen Rohren mit einem Durchmesserbereich von 1,6 mm bis 170 mm (ANSI 1/16" bis 4") angeboten. Als Grundwerkstoffe kommen bevorzugt korrosionsbeständige Stähle, oxidationsanfällige Werkstoffe wie Titan oder seine Legierungen, sowie hochwarmfeste Nickelbasislegierungen zum Einsatz, die beim Schweissen eine kontrollierte Wärmeeinbringung erfordern. Je nach Anwendungsfall wird entschieden, ob die geschlossenen Schweisszangen mit Spannkassetten oder speziellen TCI Spannschalen aus Titan ausgestattet werden, um sie auf den zu schweissenden Rohren und Fittings zu positionieren.
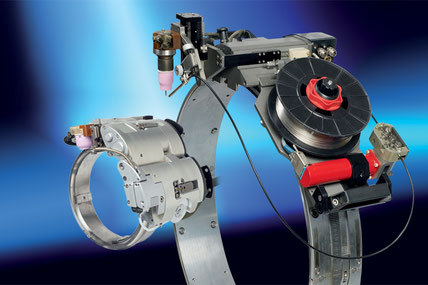
Offene Schweisszangen des Typs MU IV

Orbitalschweisszangen mit Lichtbogenhöhensteuerung AVC und Brennerpendelung OSC mit oder ohne Zusatzwerkstoff
Offene Schweisszangen werden zum WIG-Orbitalschweißen von Rohren mit Durchmessern zwischen 8 mm und 275 mm (ANSI 5/16" bis 11") angeboten, bei grösseren Wandstärken und Mehrlagenschweissungen wird mit Zusatzwerkstoff gearbeitet. Der Schweissbrenner ist mit einer Gaslinse ausgestattet, durch den laminar austretenden Inertgasstrom wird der Schweissnahtbereich vor Oxidation geschützt. Die offene Bauweise erlaubt es dem Bediener, den Schweissvorgang unmittelbar zu beobachten. Lichtbogenhöhensteuerung und Pendelung sind besonders bei grösseren Rohrdurchmessern und -wandstärken vorteilhaft, der Brenner kann dann nicht nur motorisch exakt über der Schweissfuge positioniert werden, es lassen sich dann auch breitere Schweissnähte in Mehrlagentechnik ohne Unterbrechung des Schweisszyklus herstellen.
Rohr-Rohrboden TS-Schweissköpfe
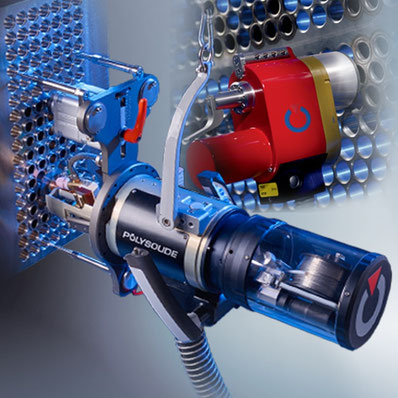
„TS“ Schweißköpfe sind
speziell als modulare
Schweißwerkzeuge zum
Einschweißen von
Rohren in Rohrböden von POLYSOUDE entwickelt.
Je nach Anforderung wird zwischen bündig, überstehend oder zurückgesetzten Rohre unterschieden.
Dank dem endlos
drehenden Kollektor
werden Schweißstrom,
Wasser zur Kühlung des
Brenners und Schutzgas
ohne Schläuche und
Kabel übertragen.
Der TS-8/75 Schweisskopf ist ausgerüstet mit einer Lichtbogenhöhensteuerung (AVC) und synchron zum Schweissbrenner mitdrehender, integrierter Drahtvorschub.
Schweissfahrwerke Polycar
Höchste Flexibilität und Produktivität bei grossen Rohrdurchmessern- und wandstärken
Offene Schweissfahrwerke werden auf Zahnkränzen geführt, die aussen am Rohrumfang angebracht werden. Der kleinste Aussendurchmesser der zu verbindenden Rohre beträgt 32 mm (1.3"), nach oben sind dem Durchmesserbereich keine Grenzen gesetzt. Trotz ihrer kompakten Bauweise sind die Schweissfahrwerke auf äusserst robust und werden häufig in rauer Umgebung eingesetzt. Lichtbogenhöhensteuerung AVC, Pendelung OSC und integrierter Drahtvorschub mit Spulengewichten von 5 kg erlauben lange Standzeiten beim Mehrlagenschweissen, Heissdrahttechnologie und Engspaltvorbereitung erhöhen Abschmelzrate und Produktivität. Im Schweissbrenner integrierte Videokameras ermöglichen es dem Bedienungspersonal, den Brenner exakt in der Engspaltfuge zu positionieren und den Schweissprozess in Echtzeit zu überwachen.
Kundenspezifische Lösungen und Werkzeuge zum Orbitalschweissen

Massgeschneiderte Lösungen für spezielle Anwendungsfälle
In Fällen besonderer Aufgabenstellungen, die sich nicht im Rahmen der standardmässig zur Verfügung stehenden Gerätekonfigurationen lösen lassen, hält POLYSOUDE eine Auswahl an modularen Werkzeugen bereit, die ständig erweitert und vervollkommnet wird. Dadurch ist es möglich, individuellen Kundenvorgaben effizient und zeitnah zu entsprechen.
Anwendungsbeispiele für das Rohrschweissen mit Orbitalschweisstechnik
Qualitativ hochwertige Verbindungsschweißungen dünnwandiger Rohre werden in den verschiedensten Anwendungsbereichen benötigt: in der Halbleiterindustrie, der Biochemie, beim Apparatebau, bei der lebensmittelverarbeitenden Industrie und der Getränkeherstellung, in der pharmazeutischen und der chemischen Industrie, im Reinraumbereich sowie der Luft- und Raumfahrt, um nur einige Industrien zu nennen, gibt es eine Vielzahl von Anwendungen die orbital zu schweißen sind. Neben dem WIG Schweissen von Edelstahl kommen auch häufig Nickelbasislegierungen sowie Titan und seine Legierungen zum Einsatz. Die Rohrdurchmesser liegen dabei im Bereich von 1,6 bis 170 mm, die Wandstärken reichen von 0,2 bis 3,2 mm.
Aus verschiedenen Gründen kann Zusatzwerkstoff notwendig werden, um Rohre orbital zu schweissen:
- Bei größeren Wandstärken erfolgt eine Schweißnahtvorbereitung durch spanende Bearbeitung der Rohrenden.
- Die zu verbindenden Rohre bestehen aus unterschiedlichen Grundwerkstoffen (heterogene Schweißverbindung).
- Das Volumen der Schweißnaht muss aufgefüllt werden.
- Die Festigkeit und/oder Korrosionsbeständigkeit des Grundwerkstoffes wird durch den Schweißprozess gemindert.
Rohr-Rohr-Verbindungsschweißungen mit Zugabe von Schweißdraht werden häufig beim Bau von Anlagen für die Erzeugung elektrischer Energie (Kraftwerksbau), für die Öl- und Gasindustrie sowie die chemische und petrochemische Industrie eingesetzt. Die Palette der eingesetzten Grundwerkstoffe ist weit gefächert:
- Kohlenstoffstahl
- Niedrig legierter Stahl mit Chrom- oder Chrom/Manganzugabe
- Hoch legierter Chromnickelstahl
- Nickelbasislegierungen (wie etwa Inconel®-Legierungen oder Hastelloy®-Legierungen)
- Titan und seine Legierungen.
Die Maße der in diesen Bereichen eingesetzten Rohre variieren stark, liegen aber üblicherweise im Bereich von:
- 25,4 mm bis 508 mm (1″ und 20″) Durchmesser
- 1,5 mm bis 25 mm Wandstärke.
Das Orbitalschweißen von Rohrleitungen aus Aluminium erweist sich als besonders vorteilhaft bei Anwendungen in der Kryogenie (Kälteerzeugung) und in der Nuklearindustrie, in welchen ein hohes Qualitätsniveau gefordert ist. Die Stärken eines automatisierten Verfahrens liegen in der Rückverfolgbarkeit und Reproduzierbarkeit der Parameter dank der Steuerungselektronik der Schweißstromquellen. Diese Reproduzierbarkeit ermöglicht die Erstellung von ausgereiften Schweißanweisungen mit denen eine konstante Schweißnahtqualität erreicht werden kann.